Global Agents Wanted! Join us to share market opportunities. Comprehensive training, technical support, and attractive incentives provided. Act now for a brilliant future! Contact email: partners@falenses.com
The Role of Vision Lighting in Machine Vision Inspection
Machine vision is an interdisciplinary technology that integrates image processing, mechanical engineering, control, electro-optical lighting, optical imaging, sensors, analog and digital video technologies, and computer software and hardware technology (such as image enhancement and analysis algorithms, image capture cards, IO cards, etc.). A typical machine vision application system includes image capture, a lighting system, an image digitization module, a digital image processing module, an intelligent decision-making module, and a mechanical control execution module.
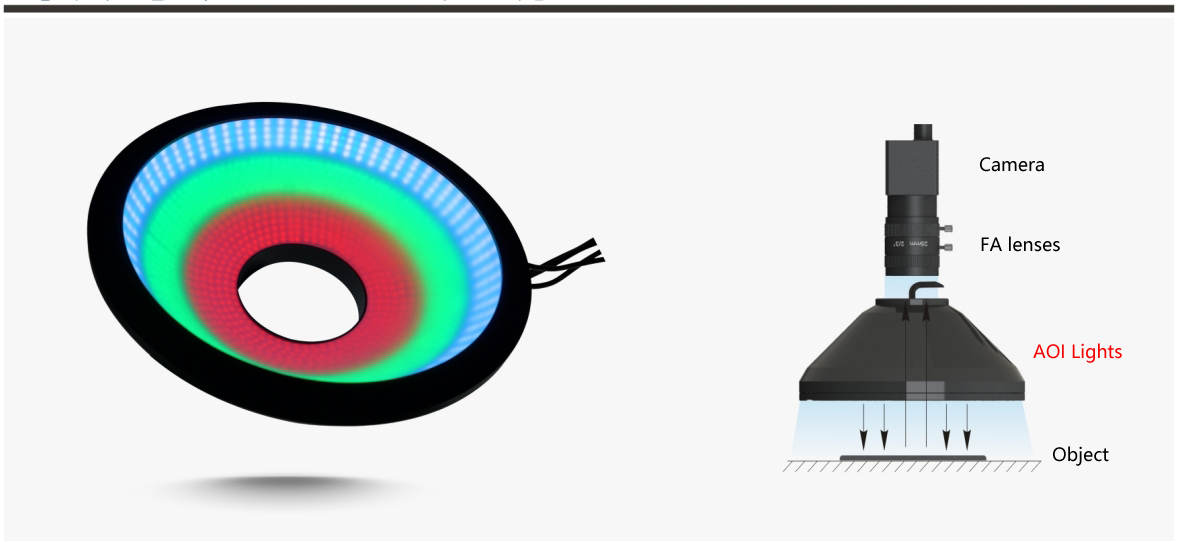
A typical industrial machine vision system comprises: lighting, lenses (such as fixed-focus lenses, zoom lenses, telecentric lenses, microscope lenses), cameras (including CCD and CMOS cameras), image processing units (or image capture cards), image processing software, monitors, communication/input-output units, and more.
Why Use Lighting? The Role of Vision Lighting in Machine Vision Inspection
Purpose: To separate the object under inspection from the background, achieving high-quality, high-contrast images. A good light source can greatly reduce irrelevant background information, highlighting the features of the object under inspection.
Importance: It directly affects processing precision and speed, and can even determine the success or failure of the machine vision system. Effective lighting design can reduce the difficulty of algorithm development.
Requirements for Lighting in Machine Vision
-
Contrast: The primary purpose of lighting the object under inspection is to improve the contrast between defects and the background, making defects stand out for further processing by machine vision algorithms. It is one of the most important factors in choosing a light source.
-
Uniformity: Uneven illumination can create issues for image processing, sometimes rendering images unworkable. For example, reflective surfaces can create specular reflections, leading to bright spots on the image. If defects are covered by these bright spots, it could lead to missed or incorrect detection.
-
Brightness: Excessive brightness might obscure defects, while insufficient brightness can lead to inadequate contrast, defeating the purpose of lighting. Therefore, the brightness of the light source must be carefully chosen.
-
Stability: This refers to the ability of a light source to maintain consistent illumination over time.
-
Cost and Lifespan: Higher-priced light sources are not always the most suitable or affordable. A longer lifespan is preferable, not only to reduce costs but also to minimize the need for adjustments due to light source replacements.
Conclusion
Lighting plays a critical role in the success of a machine vision system. Properly designed lighting can significantly improve the quality of image capture and processing, enhancing system performance. When selecting a lighting solution, factors such as contrast, uniformity, brightness, stability, cost, and lifespan must be carefully considered to ensure optimal results in machine vision inspection.
FALenses Technology specializes in providing machine vision core hardware. You can go to the official website of FALenses Technology at https://www.falenses.com/ for more information.