Specialized Lighting for Machine Vision
Machine vision lighting, also known as industrial lighting, is specifically designed for machine vision applications, differing from everyday lighting sources. However, people often confuse the two. Let's explore what specialized lighting for machine vision is and its purpose.
What is Machine Vision Lighting?
In machine vision inspection, proper lighting design using specialized lighting sources can enhance the separation of target information from background information in images. This reduces the complexity of image processing algorithms and improves the system's accuracy in positioning and measurement, enhancing the system's reliability and overall performance.
Conversely, if the lighting design is inappropriate, it can lead to significant challenges in image processing algorithm design and imaging system design, resulting in reduced efficiency. Therefore, the design and implementation of machine vision lighting and optical systems are critical to the success of a machine vision system. In machine vision systems, specialized lighting has at least the following purposes:
-
Illuminate the Target and Enhance Brightness: Ensures that the target object is properly illuminated for clear image capture.
-
Produce Optimal Imaging Conditions for Image Processing: Facilitates effective image processing and analysis.
-
Reduce Environmental Light Interference: Minimizes interference from ambient lighting, ensuring image stability.
-
Serve as a Measurement Tool or Reference: Provides consistent lighting for accurate measurements.
Given that there are no universal machine vision lighting solutions, each specific application requires a custom lighting setup to achieve the best results. The value of a machine vision system lies in the quality of its lighting design.
Qualities of High-Quality Images:
The quality of images is determined by factors such as edge sharpness and the following aspects:
-
Enhance the Difference in Gray Values: This helps distinguish the areas of interest from other parts of the image.
-
Reduce Noise and Unwanted Features: Helps eliminate parts of the image that are not relevant to the inspection.
-
Increase Signal-to-Noise Ratio: This improves the reliability of image processing.
-
Minimize the Effects of Material and Illumination Angle: Reduces variations caused by different materials or lighting angles.
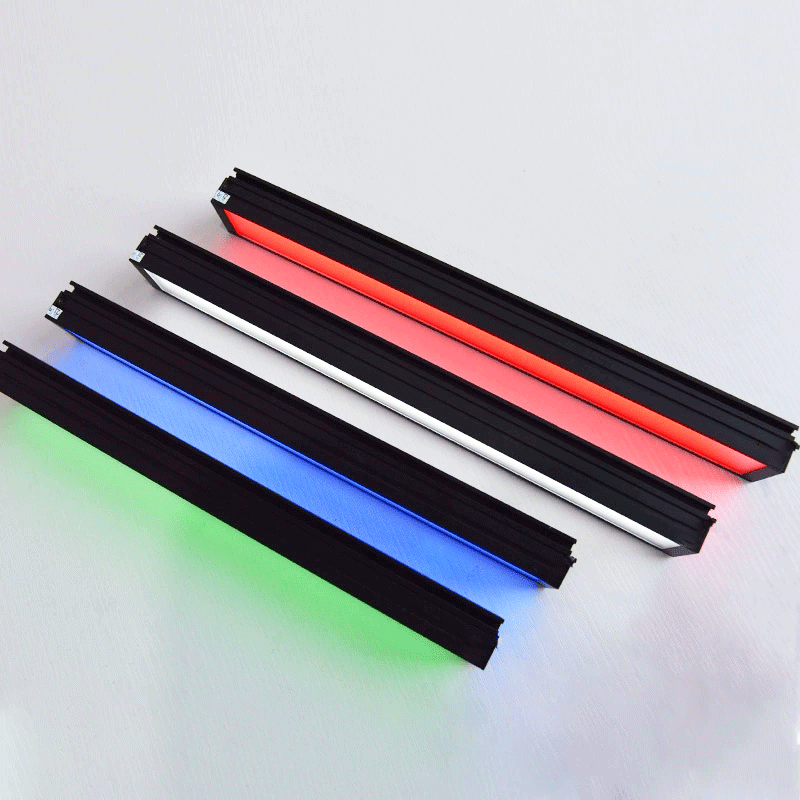
Common Machine Vision Light Sources:
Common types of machine vision lighting include ring lights, bar lights, point lights, coaxial lights, surface lights, open-aperture side light guides, bar surface lights, dome lights, AOI lights, shadowless lights, line lights, and corner coaxial lights. Each type of light source serves a specific inspection range, and there are multiple specifications for each type. Additionally, lighting can be customized based on the size and requirements of the objects being inspected, including the choice of light colors.
Understanding the specific needs of the inspection process is crucial in choosing the right lighting source, and often, specialized testing and experimentation are required to ensure optimal performance.