Types of Machine Vision Lighting and Their Applications
Machine vision lighting plays a crucial role in various inspection and measurement tasks within industrial settings. The right choice of lighting can significantly improve detection accuracy, reduce noise, and enhance image quality. Let's explore the different types of machine vision lighting and their common applications.
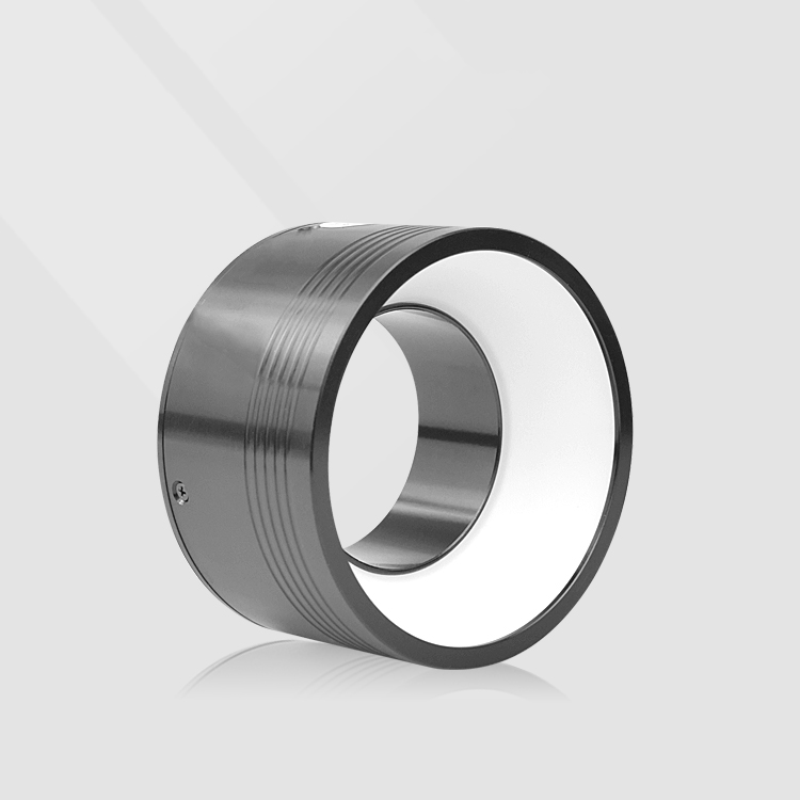
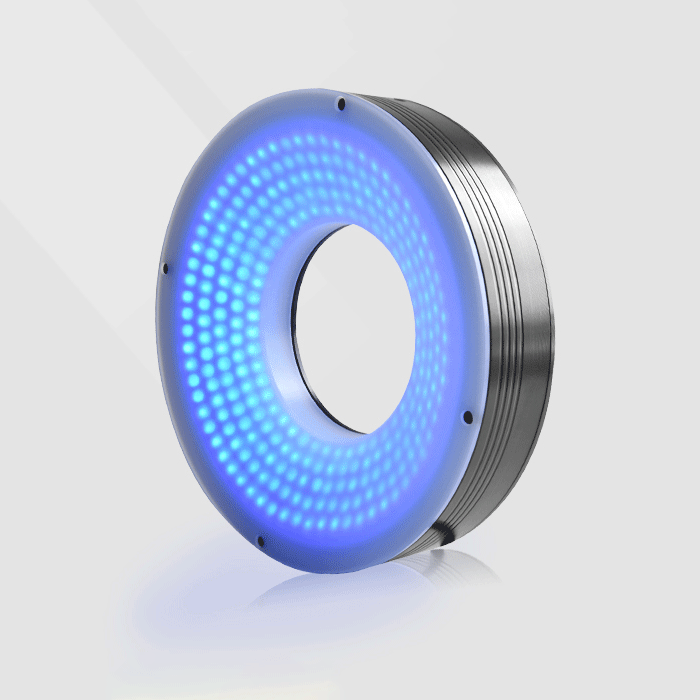
1. Ring Light
Ring lights consist of high-density LEDs arranged in a ring pattern. They offer stable performance, high brightness, and easy installation. They can illuminate objects from various angles to avoid shadowing and can be combined with diffusers for more uniform lighting.
- Applications: Commonly used for inspecting ICs, semiconductor products' surface characters, PCB circuit boards, and general appearance inspections.
2. Shadowless Ring Light
Shadowless ring lights have a unique LED structure with a diffuser to create an evenly illuminated area. They are similar to dome lights and are ideal for highly reflective but uneven surfaces.
- Applications: Used for detecting scratches and defects on high-reflective surfaces, such as metal phone cases, printed barcodes, and fingerprint detection.
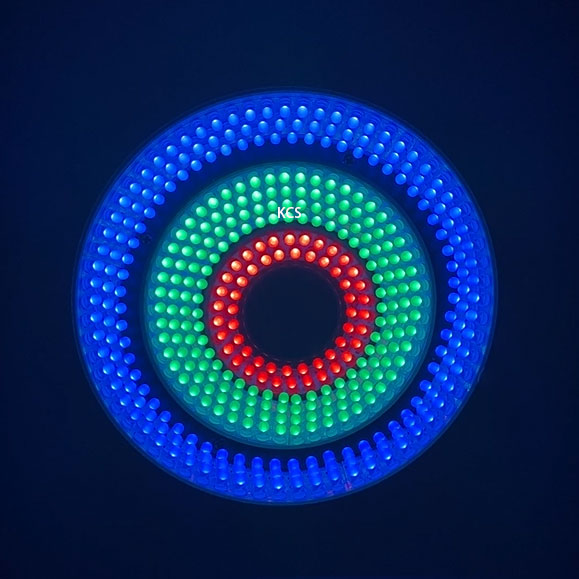
3. AOI Light
AOI (Automated Optical Inspection) lights use multi-angle, multi-color lighting to reveal 3D information on an object's surface.
- Applications: Typically used for inspecting soldering on circuit boards, multi-layer object inspection, and multi-color character detection.
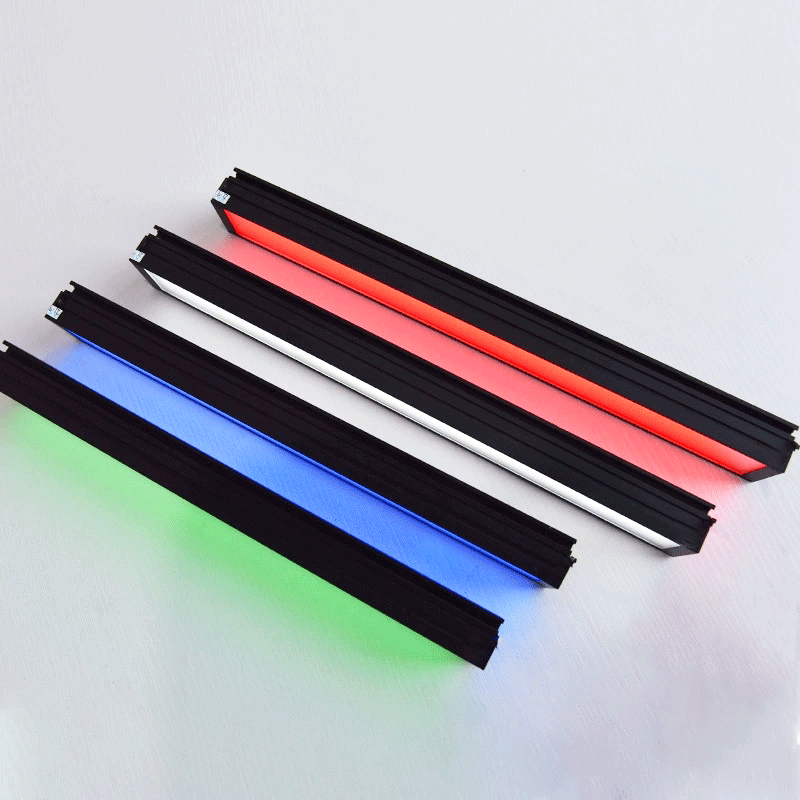
4. High-Uniformity Bar Light
These bar lights have densely packed LEDs to provide high uniformity and stability, suitable for large-format imaging. They can be customized in length and combined to adjust illumination angles.
- Applications: Used for large-format character inspection, positioning large workpieces, and PCB circuit inspections.
5. Bar Light
Bar lights are ideal for illuminating large objects or areas. They can be customized in length and combined for different angles.
- Applications: Suitable for detecting packaging damage, inspecting LCD characters, locating marks, and metal surface inspections.
6. High-Brightness Bar Light
Similar to the high-uniformity bar light but with higher brightness due to densely packed high-power LEDs.
- Applications: Ideal for large-scale character inspection, positioning large workpieces, and inspecting PCB screen printing.
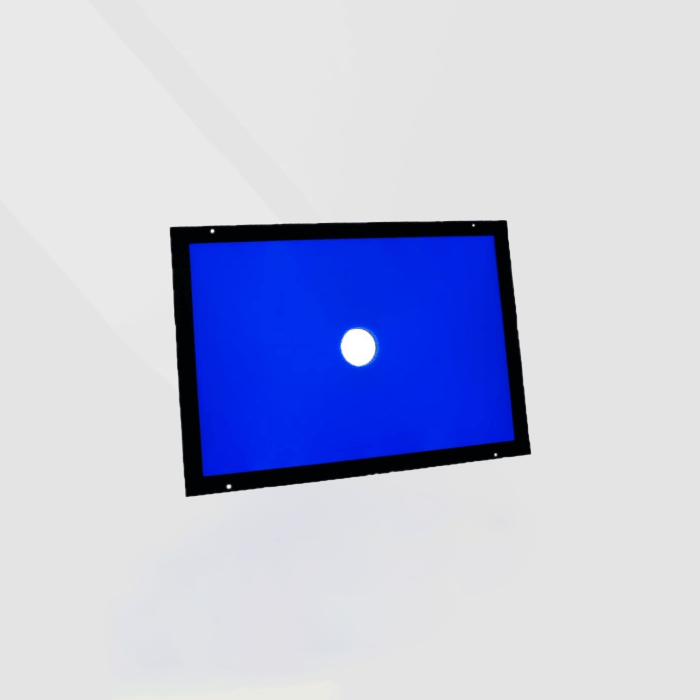
7. Coaxial Light
Coaxial lights use high-density LEDs to produce intense, uniform light. A special semi-transparent mirror ensures the light is aligned with the camera's axis, reducing ghosting and reflections.
- Applications: Suitable for inspecting laser markings on chips, detecting scratches on high-reflective surfaces, and inspecting barcodes on metal or glass.
8. Parallel Coaxial Light
Parallel coaxial lights create parallel beams using high-power LEDs and specialized lenses, ideal for smooth surface inspections.
- Applications: Used for detecting scratches on CDs, DVDs, glass, and other reflective surfaces.
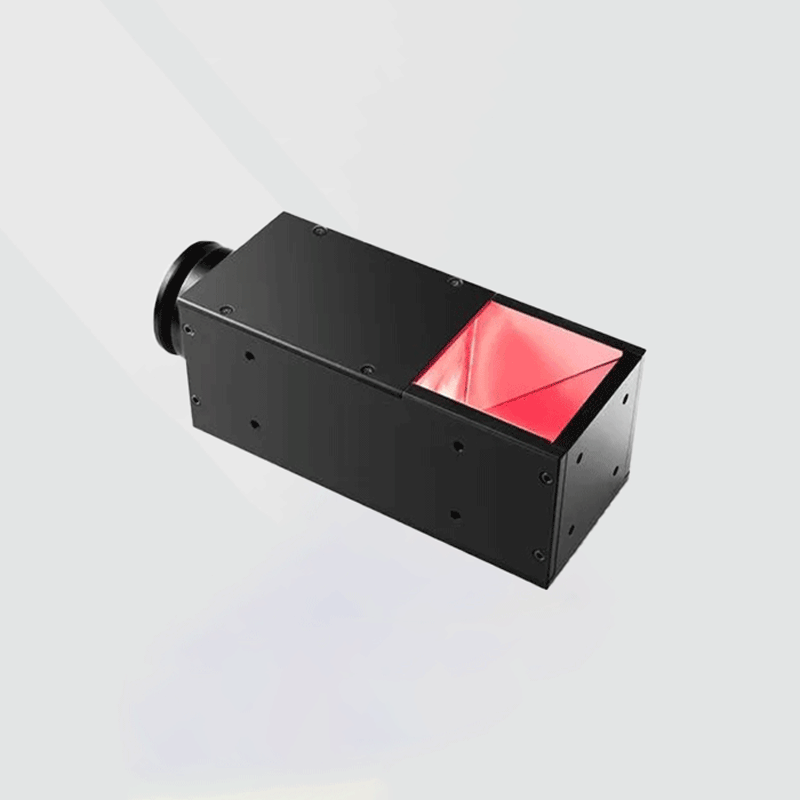
9. High-Brightness Coaxial Light
High-brightness coaxial lights offer intense and uniform illumination with additional cooling features to prevent overheating.
- Applications: Commonly used for chip inspection, QR code detection, and scratch detection on mirror-finished surfaces.
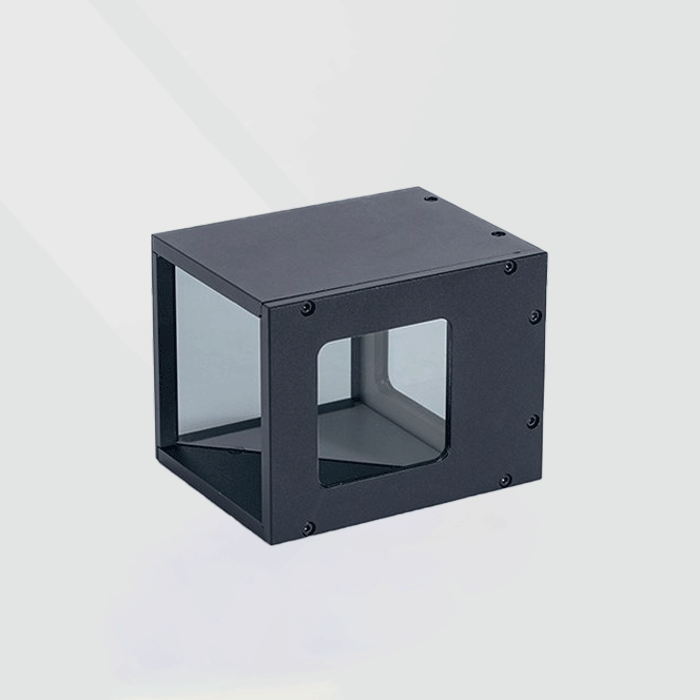
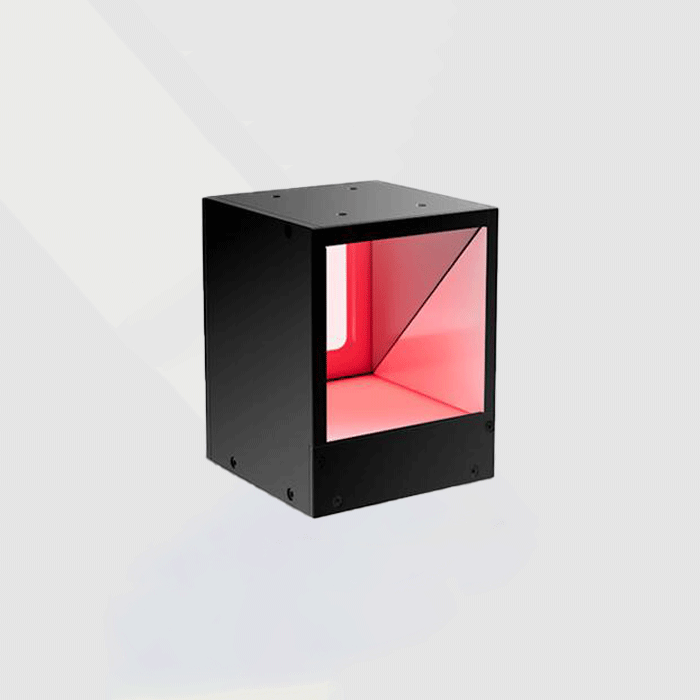
10. Corner Coaxial Light
These lights combine coaxial light characteristics with a unique design to save space while achieving coaxial illumination.
- Applications: Ideal for character detection, size measurement, QR code reading, and scratch detection.
11. Side Light
Side lights are planar lights with LEDs evenly distributed around the sides. They are ideal for contour detection.
- Applications: Suitable for outline measurement, glass bottle damage detection, and scratch detection on transparent objects.
12. Open-Side Light
Open-side lights are similar to side lights but with an opening for additional flexibility in installation.
- Applications: Ideal for contour measurement, glass bottle damage detection, and scratch detection on transparent objects.
13. Surface Light
Surface lights have LEDs evenly distributed at the base, providing uniform lighting through diffuse reflection. They are often used for contour and outline detection.
- Applications: Used for outline measurement, machining dimension measurement, and transparent object scratch detection.
14. Parallel Surface Light
Parallel surface lights are similar to surface lights but provide parallel lighting for enhanced uniformity.
- Applications: Ideal for outline measurement, machining dimension measurement, and transparent object scratch detection.
15. Point Light
Point lights offer high intensity in a small area, suitable for compact spaces or microscope-based inspections.
- Applications: Ideal for inspecting small components, LCD panels, and mark points.
16. Dome Light
Dome lights use a hemispherical reflector to create uniform, shadowless lighting.
- Applications: Suitable for inspecting reflective or uneven surfaces, curved surfaces, and capacitors' outer layers.
17. Linear Light
Linear lights use cylindrical lenses to focus high-brightness LEDs into a linear beam, ideal for inspecting large areas.
- Applications: Commonly used for inspecting large-format prints, positioning large workpieces, and PCB circuit inspection.
18. High-Brightness Linear Light
Similar to linear light but with higher brightness and cooling features.
- Applications: Ideal for inspecting large-format prints, PCB circuit inspections, and large-scale defect detection.
19. Coaxial Linear Light
Coaxial linear lights combine linear and coaxial light characteristics for specialized applications.
- Applications: Suitable for inspecting large-format prints, PCB circuit inspections, and large-scale defect detection.
20. Circular Diffuse Light
These lights use a reflective surface to create higher uniformity, ideal for general appearance inspection and scratch detection.
21. Square Shadowless Light
Similar to circular diffuse light but with a square shape, offering high uniformity and used for appearance inspection and contour location.
Each type of machine vision lighting serves specific purposes and scenarios. The choice of lighting depends on the inspection task, object size, surface characteristics, and other factors. When selecting lighting, it's crucial to consider the application's requirements and conduct testing to determine the best fit.