Product Features of Machine Vision Surface Lights
Surface lights are commonly used in machine vision inspection, serving a variety of applications such as measuring liquid levels, dimension measurement, liquid impurity detection, metal burr inspection, and contour detection. Their versatility and adaptability make them a preferred choice for many tasks. Let's examine the key product features of surface lights to understand why they are so valuable in machine vision.

Features of Surface Lights:
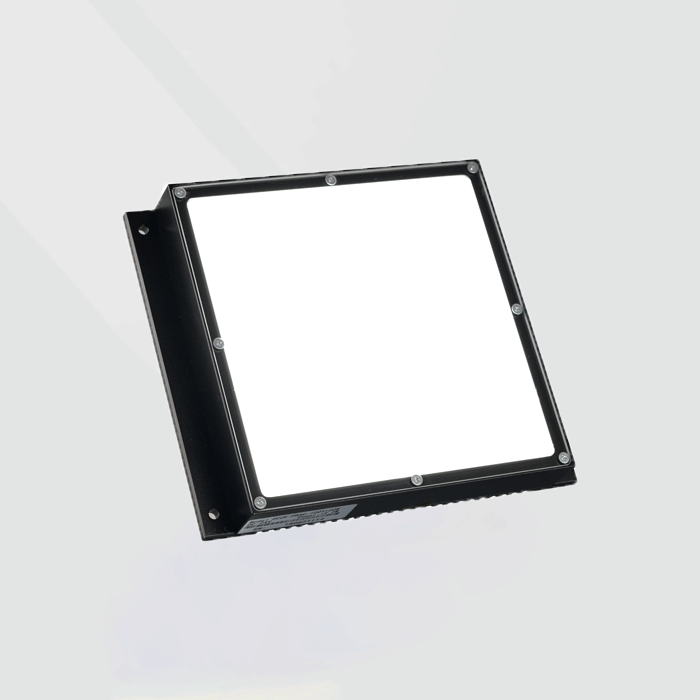
1. High-Density LED Distribution
Surface lights have LEDs densely distributed across the light source's base, ensuring a consistent and uniform lighting output. This design choice allows for even illumination across a wide area.
2. Good Uniformity, Soft and Natural Light
The light emitted from surface lights is smooth, even, and natural. This feature is crucial in machine vision, where consistent lighting is necessary for accurate image capture and analysis. The high brightness helps to enhance visibility and highlight details in the inspection process.
3. Flexible and Customizable Sizes
Surface lights offer a wide range of sizes and support non-standard customization, allowing for flexibility to meet specific application needs. This adaptability ensures that surface lights can fit a variety of inspection setups, regardless of the object size or shape.
4. Multiple Installation Methods
Surface lights provide various installation options, allowing customers to mount them in different configurations. This flexibility makes it easier to integrate surface lights into existing machine vision systems and setups.
Additional Features:
-
Color Variability: Surface lights come in various colors, such as red, white, and blue, to suit different inspection requirements. Customization is also available to meet specific color preferences.
-
Compatibility with Different Workpiece Sizes: The flexibility in size and installation methods ensures that surface lights can accommodate workpieces of various sizes, reducing the risk of not finding a suitable light source for specific applications.
Overall, these features make surface lights a reliable and versatile choice for machine vision inspection. Whether it's measuring, detecting defects, or capturing detailed images, surface lights offer the flexibility and performance required for a wide range of industrial applications.