Global Agents Wanted! Join us to share market opportunities. Comprehensive training, technical support, and attractive incentives provided. Act now for a brilliant future! Contact email: partners@falenses.com
Light Source
The machine vision system mainly consists of three parts: image acquisition, image processing and analysis, and output or display. Image acquisition is the core of machine vision, and the image acquisition system consists of three parts: light source, lens, and camera. Whether the selection and lighting of the light source is reasonable or not can directly affect at least 30% of the imaging quality. So the light source is a very important part of the machine vision system.
Effect
Through appropriate light source lighting design, the target information and background information in the image can be optimally separated, which can greatly reduce the difficulty of image processing algorithm segmentation and identification, while improving the system's positioning and measurement accuracy, making the system's reliability and comprehensive performance get improved. On the contrary, if the light source is improperly designed, it will lead to half the effort in image processing algorithm design and imaging system design. Therefore, the success or failure of the light source and optical system design is the primary factor that determines the success or failure of the system.
Illuminate the target and increase the brightness of the target;
Highlight measurement features and simplify image processing algorithms;
Overcome the interference of ambient light, ensure image stability, and improve image signal-to-noise ratio;
Improve the positioning, measurement, and recognition accuracy of the vision system, as well as the system's operating speed;
Reduce the complexity of system design and create imaging effects that are most beneficial to image processing.
Classification
1. Ring Light Source
The ring light source provides different illumination angles and different color combinations, which can better highlight the three-dimensional information of objects; high-density LED array, high brightness; various compact designs, saving installation space; solving the problem of diagonal illumination shadow; optional diffusion plate guide Light, light spreads evenly. Application areas: PCB substrate inspection, IC component inspection, microscope lighting, liquid crystal correction, plastic container inspection, integrated circuit printing inspection
2. Backlight
The high-density LED array surface is used to provide high-intensity backlighting, which can highlight the contour features of the object and is especially suitable as a microscope stage. Red and white dual-purpose backlights and red and blue multi-purpose backlights can be deployed in different colors to meet the multi-color requirements of different objects under test. Application areas: measurement of mechanical parts dimensions, appearance inspection of electronic components and ICs, film stain detection, scratch detection of transparent objects, etc.
3. Bar Light Source
Strip light sources are the first choice for objects with larger square structures; colors can be matched and combined freely according to needs; illumination angle and installation can be adjusted at will. Application areas: metal surface inspection, image scanning, surface crack detection, LCD panel detection, etc.
4. Coaxial Light Source
The coaxial light source can eliminate shadows caused by uneven object surfaces, thereby reducing interference; some use a spectroscope design to reduce light loss, improve imaging clarity, and evenly illuminate the object surface. Application fields: The series of light sources are most suitable for scratch detection on surfaces with extremely high reflectivity, such as metal, glass, film, wafers, etc., damage detection of chips and silicon wafers, Mark point positioning, and packaging barcode recognition.
5. AOI Special Light
Three-color light illumination at different angles highlights the three-dimensional information of the solder; an additional diffuser plate is used to guide light to reduce reflection; different angle combinations; application areas: used for circuit board solder detection.
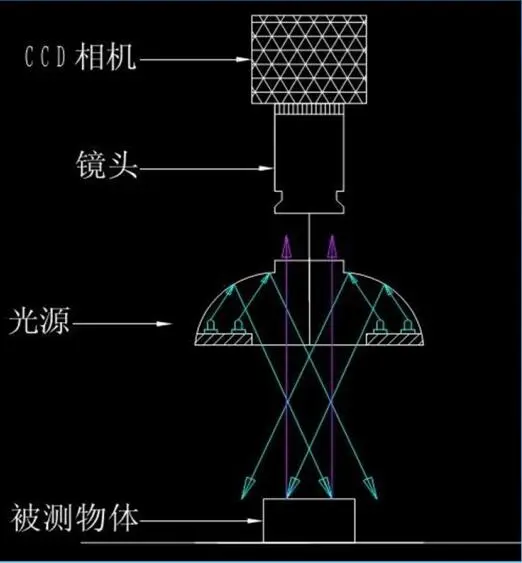
6. Spherical Integral Light
The hemispherical inner wall with an integral effect evenly reflects the light emitted from the bottom 360 degrees, making the illumination of the entire image very uniform. Application areas: Suitable for surface detection of curved surfaces, concave and convex surfaces, curved surfaces, or surface detection of highly reflective objects such as metal and glass surfaces.
7. Line Light
Ultra-high brightness, using cylindrical lens to focus light, suitable for various assembly line continuous inspection occasions. Application fields: Special for array camera lighting, special for AOI.
8. Spot Light
High-power LED, small size, high luminous intensity; a substitute for fiber optic halogen lamps, especially suitable as a coaxial light source for lenses, etc.; an efficient heat dissipation device, greatly extending the service life of the light source. Application areas: Suitable for use with telecentric lenses, used for chip detection, Mark point positioning, chip and LCD glass substrate correction.
9. Combined Strip Light
Strip lights are configured on the four sides, and the lighting on each side is independently controllable; the required lighting angle can be adjusted according to the requirements of the object being measured, and has wide applicability. Application cases: CB substrate inspection, IC component inspection, solder inspection, Mark point positioning, microscope lighting, packaging barcode lighting, spherical object lighting, etc.
10. Alignment Light
Fast alignment speed; large field of view; high precision; small size, easy to detect and integrate; high brightness, optional auxiliary ring light source. Application fields: VA series light source is a special light source for automatic circuit board printing machine alignment.
LED Light Source Characteristics
At present, machine vision light sources mainly use LEDs (light-emitting diodes), which are widely used in the industry due to their high degree of shape freedom, long service life, fast response, good monochromaticity, diverse colors, and high overall cost-effectiveness:
• Shape Freedom
An LED light source is composed of many individual LEDs. Therefore, compared with other light sources, it can be made into more shapes, and it is easier to design the shape and size of the light source according to the user's situation.
• Long Lasting
In order for the image processing unit to obtain accurate and repeatable measurement results, the lighting system must ensure that it can provide stable image input for a long period of time. The brightness of LED light sources decays after 10,000 to 30,000 hours of continuous operation, but the effect is far better than other types of light sources. In addition, using a control system to make it work intermittently can suppress the heating of the luminous tube and double its life.
• Quick Response
The response time of the LED light-emitting tube is very short. The real meaning of the response time is to ensure the working switching between multiple light sources or between different areas of a light source as required. When a special controller is used to power the LED light source, the time to reach the maximum illumination is less than 10s.
• Variety of Colors
In addition to the shape of the light source, another aspect of obtaining stable image input is the choice of the color of the light source. Even for light sources of the same shape, the images obtained will be very different due to different colors. In fact, how to use the technical characteristics of light source color to obtain the best contrast image effect has always been the main direction of light source development.
• Low Overall Operating Costs
If you choose a product that is cheap but has no guaranteed performance, the initial investment savings will soon be offset by the daily maintenance and repair costs. Other light sources not only consume 2-10 times more power than LED light sources, but also need to be replaced almost every month, which wastes a lot of valuable time for maintenance engineers. Moreover, the more light sources that are put into use, the greater the cost of device replacement and labor. Therefore, it is very economical to choose long-life LED light sources in the long run.
How To Choose
• Environmental Requirements Analysis
1. Understand the requirements for system structure and operation from customers, and determine the spatial structure relationship between industrial cameras, light sources, and objects under test.
The determined parameters are: field of view (FOV), working distance (WD);
2. The spatial structure includes: direct irradiation, side irradiation, and back irradiation;
Direct structure light source - some ring light sources, coaxial light sources, dome light sources;
Light sources with side-emitting structures—some ring light sources, strip light sources, linear light sources, and point light sources;
Back lighting - square backlight, strip backlight.
• Object Surface Texture And Color Analysis
1. Is the surface of an object curved or flat? Is the surface of the object smooth? Is it highly reflective?
Dome light sources are suitable for curved surface detection, coaxial light sources are suitable for smooth surfaces, and bright field light sources are suitable for rough surfaces.
2. What is the light transmittance of the object?
Objects with good light transmittance can use IR light sources.
3. Distinguish what color is the background (what we don’t need to detect) and what color is the foreground (what we want to detect)?
A good light source means a good contrast - the background and foreground are clear.
4. The foreground color changes a lot
Colored light sources and white light sources should be used;
• Select Summary
- Need greater contrast between foreground and background? – Consider using a black and white camera and a color light source
2. Problem with ambient light? – Try to use a monochromatic light source with a filter
3. Flash surface? – Try using diffuse dome light
4. Shiny, flat, but rough surface? – Try using coaxial scattered light
5. Look at the shape of the surface? – Consider using dark field (low angle)
6. When testing plastics – try using UV or infrared light
7. Need to see features through a reflective surface? – Try using a low-angle line light source (dark field)
8. Combining light sources can sometimes solve the problem
9. Strobe can produce 20 times stronger light than normal lighting.
FALenses Technology specializes in providing machine vision core hardware. You can go to the official website of FALenses Technology at https://www.falenses.com/for more information.