Machine vision system is to use machines to replace human eyes to make various measurements and judgments. It is an important branch of computer science, which integrates optics, mechanics, electronics, computer hardware and software technologies, involving computers, image processing, pattern recognition, artificial intelligence, signal processing, optomechanical integration and other fields.
Today, China is becoming one of the most active regions in the world in the development of machine vision, with applications covering various industries in the national economy, including industry, agriculture, medicine, military, aerospace, meteorology, astronomy, public security, transportation, security, scientific research, etc. The important reason is that China has become the processing center of the global manufacturing industry. The high-demand parts processing and its corresponding advanced production lines have brought many internationally advanced machine vision systems and application experiences into China.
The machine vision system is composed of light source, lens, camera, image acquisition and processing software. The core of the machine vision system is image acquisition and processing. All information comes from the image, and the quality of the image itself is extremely critical to the entire vision system.
The light source is an important factor that affects the image quality of the machine vision system. With the development of machine vision industrialization, the application scenarios of visual light sources are becoming more and more extensive:
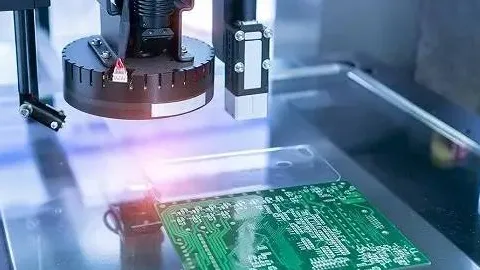
(Chip defect detection) Source: Internet image
1. Semiconductor industry : In the semiconductor industry, machine vision light sources are often used to detect surface defects of chips , character recognition , gold wire detection , wafer detection , etc.
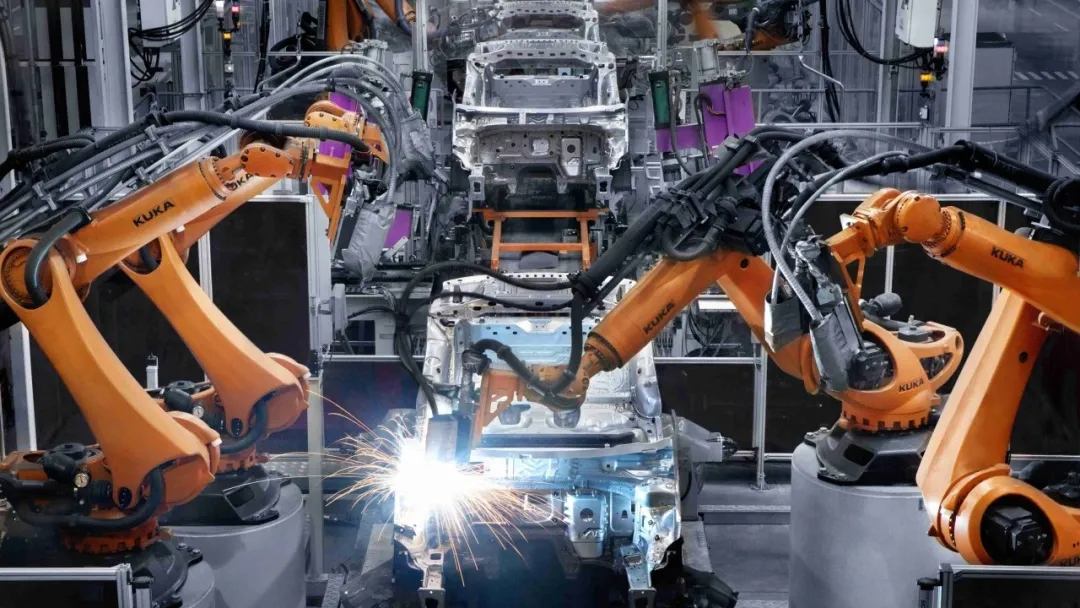
(Automobile manufacturing) Source: Internet pictures
2. Automobile industry : In the automobile industry, machine vision light sources are used for component size detection , surface defect detection , body appearance detection , etc.

(Drug packaging inspection) Source: Internet pictures
3. Medical industry :In the medical industry, machine vision light sources are used for inspection of medical equipment, medical devices, pharmaceuticalquality inspection of infusion bags onmedical infusion bag production

(Bottle cap character recognition) Source: Internet picture
4. Food industry : In the food industry, machine vision light sources are often used for defect detection of beverage bottle caps , date code recognition on beverage packaging , etc.

(Express delivery identification) Source: Internet picture
5. Logistics industry : In the logistics industry, machine vision light sources are used for sorting, identification and tracking of express parcels .
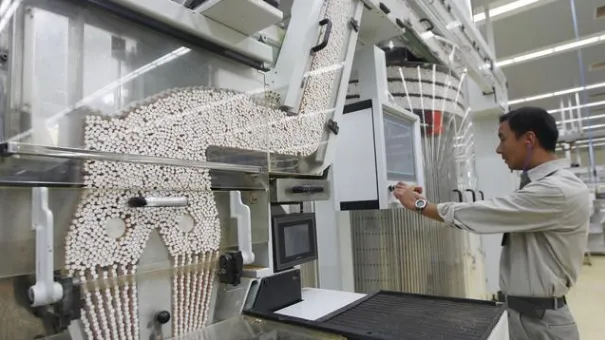
( Appearance quality inspection of carton packs ) Source: Internet pictures
6. Tobacco industry : In the tobacco industry, machine vision light sources are often used to inspect the appearance quality of cigarettes and the quality of cigarette packaging .

(License plate recognition) Source: Internet picture
7. Smart security : In the field of smart security, machine vision light sources are used for face recognition, license plate recognition , etc.
In short, the application scenarios of machine vision light sources are very wide and can be applied to various industries and fields to improve production efficiency and product quality.

The leading photoelectric vision sensors and light sources adhere to the principle of continuous improvement in research and development, design concepts and manufacturing processes. From main materials to key accessories, all products are selected that have undergone strict physical testing and have CE, RoHS, and IS09000 certifications. They have CNC machining centers, SMT placement machines, plug-in machines, CNC lathes, slitting machines, slitting machine automatic optical detectors and other advanced domestic and foreign processing and testing equipment.
The company has a 3,000-square-meter dust-free clean workshop, which can meet the requirements of high-precision assembly and production of light sources, quality control of the entire testing process, safety and reliability of sensors and light sources, and meet the functional requirements of machine vision. At the same time, Dominant Optoelectronics is constantly committed to cost control and the expansion and streamlining of sales channels, creating a price and service system that is more suitable for market demand, and is committed to becoming a domestic professional science and technology innovation company.