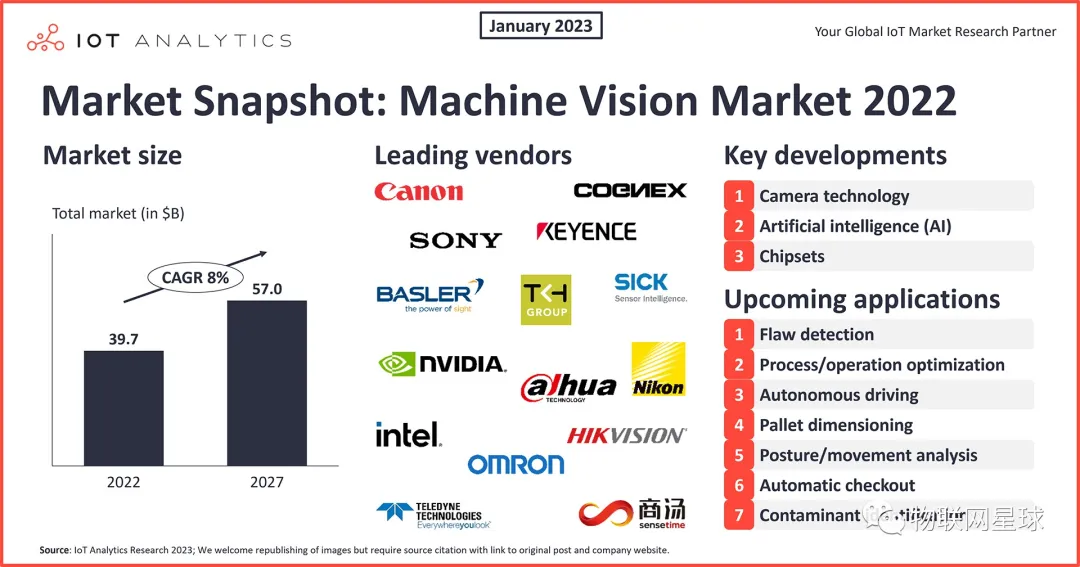
3 key machine vision technologies
Key Technology #1: Advanced Cameras
Cameras with resolutions over 45 megapixels now not only outperform the human eye, but can also capture high-speed objects in many cases. This high-resolution camera is very advantageous in many applications, such as facial recognition or vehicle identification in security and surveillance applications.
In addition to the number of pixels, there are other behind-the-scenes technological advances that allow modern cameras to capture high-quality images in a variety of environments and conditions. One of these innovations is the introduction of event-based vision sensors.
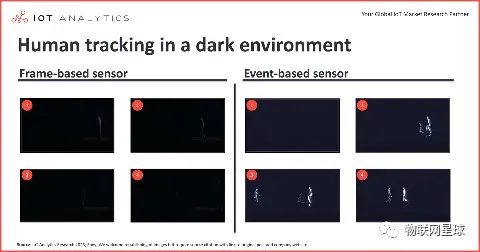
Event-based Vision Sensors
Event-based vision sensors process image information in a similar way to the optic nerve. Unlike traditional frame-based vision sensors, this sensor only detects changes in brightness, i.e. changes in brightness, for each pixel. This technology has the following advantages:
Improved performance in dark environments or in bad weather conditions.
Event-based vision sensors can better handle noise in images, thereby improving image quality.
Since only brightness changes are focused on, the need for data processing and storage can be reduced, thereby reducing the use of computing resources.
Fast-moving objects can also be captured and the refresh rate of the image can be increased.
Event-based vision sensors have broad application prospects in areas such as autonomous driving, as they can better process complex visual information and improve safety.
Key Technology #2: Leveraging AI to Make Better Decisions
Adopting AI to help make better decisions The shift from rule-based machine vision to AI-based machine vision is an impactful shift. Rule-based machine vision focuses on making decisions based on preset parameters. This type of decision-making process is relatively rigid and can only give binary decision results (yes/no) for quantifiable, clear and specific features (for example, whether the scratch on the product is a specific length and direction). However, AI-based machine vision can provide more precise results. It considers a wider range of background and lighting conditions and can flexibly handle the diversity of product appearance and defect types. In particular, deep learning, as a subset of artificial intelligence, is increasingly being adopted by machine vision applications.
Key technology #3: More powerful hardware with AI chips
More powerful hardware combined with AI The development of AI is inseparable from the progress of chip technology. The latest generation of chips is more powerful and better suited to process images and run AI-based computer vision algorithms. These advances help reduce deep learning training time from weeks to hours. Now, many smart camera machine vision systems are equipped with powerful AI chips, such as ADLINK's NEON-2000-JNX series with built-in Nvidia Jetson Xavier NX modules. Such a configuration allows machine vision systems to make decisions faster and improve overall operating efficiency.
7 of the hottest upcoming music video apps
Upcoming Machine Vision Application #1: Defect Detection
Defect detection is a machine vision use case that is primarily deployed in the quality inspection process of manufacturing operations. In the past, non-AI machine vision required a database of all possible defect images for the system to successfully identify defects. However, today’s MV technology can identify that something is “not normal” without requiring a specific image for that defect (i.e., anomaly detection).
Example:
Fujitsu’s Nagano, Japan plant producing electronic devices, adopted such a solution. The company says it reduced the time required to inspect printed circuit boards by 25%. It achieved this efficiency gain by training the AI to generate normal images by repairing abnormal areas (e.g., shape, size, and color anomalies) in thousands of simulated images of defects. Initially, the training images were free of defects. In the next step, simulated defects (e.g., shape, size, and color anomalies) were added. The AI was then trained to remove that defect and restore the image to its original form. Accuracy is measured by comparing the initial image and the “restored” image. That way, when the AI is less accurate for a particular type of anomaly, more of that type of anomaly can be generated in the first step.
Upcoming Machine Vision Application #2: Process/Operation Optimization
Another (primarily) manufacturing-related machine vision use case is process/operation optimization. The combination of better cameras and AI can offer new ways to achieve specific outcomes. For example, robots can now complete more complex tasks with greater precision and efficiency than humans. The result is that, using MV technology, robots (or other machinery) can do things that were previously performed in a different way. Example
:
A classic example is the new rubber grinding solution developed by the Fraunhofer Institute for Mechatronic Design Engineering (IEM). Using a Mitsubishi Electric robotic arm, an optical laser scanner, and a control system equipped with AI software, the company has developed a new AI grinding system - RoboGrinder - that automates the process of grinding complex rubber-like materials, which was previously not feasible. According to the team, the new approach can reduce the typical rubber grinding process by up to 40%.
Upcoming Machine Vision Application #3: Autonomous Driving
Machine vision plays a vital role in the development of fully autonomous vehicles. There are six levels of autonomous driving, from 0 (fully manual) to 5 (fully autonomous). Today, most (commercial) vehicles offer Level 1 or Level 2 driver assistance, with only a few offering a Level 3 option. To reach Level 4 or 5, the technology used in the vehicles needs to take a leap forward. Very sophisticated MV camera systems and AI-driven computing are part of this technological leap.
Example:
Google’s Waymo One autonomous ride-hailing service is an example of a commercial Level 4 autonomous vehicle. Each vehicle is equipped with the Waymo Driver system, a sophisticated MV system consisting of 5 LiDARs, 4 radars, 29 cameras, and AI software that collects sensor data and calculates the best route in real time. The solution has already collected over 20 million miles of real-world driving experience.
Upcoming Machine Vision Application #4: Pallet Dimensioning
One of the key upcoming machine vision use cases in the logistics vertical is pallet dimensioning. Novel 3D Time-of-Flight* camera technology can measure the dimensions of loaded pallets, eliminating time spent on manual measurements and minimizing potential charges to carriers due to inaccurate dimensional weights.
Example:
Product packaging company DS Smith partnered with machine vision company Neadvance and sensor/process instrumentation company SICK to pilot a pallet dimensioning solution. Cameras are mounted at the end of production conveyors, taking 3D snapshots of all pallets before they are picked up. This data is critical to both manufacturers and carriers because it accurately provides the dimensions and volumetric load of a pallet. Manufacturers can use this information to optimize production over time, while carriers can use it to ensure that the correct equipment is used to transport freight safely and efficiently. The expected result is improved accuracy and reliability of finished goods and wood pallet inventory data, as well as reduced ancillary fees.
Upcoming Machine Vision Application #5: Body Posture/Motion Analysis
Machine vision is also enabling a variety of new applications in healthcare. Advances in camera accuracy and quality have made body posture and motion analysis possible. It is now possible to identify the position and orientation of bones and joints using only a camera, without the need for additional equipment (e.g., worn sensors/accessories). Workspace ergonomics, healthcare practices (e.g., orthopedics), and general gesture interactions can all benefit from this machine vision application.
Example:
Biomedical solutions company DIERS has developed a solution that enables fast, high-resolution optical measurements of the human back, spine, and pelvis using new USB 3.0 industrial cameras from German camera manufacturer IDS. By using the camera to continuously record the light projected by the device onto the patient's back, computer software can generate an accurate representation of the spinal curvature. The solution helps orthopedic surgeons detect imbalances or postural defects in the musculature.
Upcoming Machine Vision Application #6: Automated Checkout
Machine vision is designed to improve the automated checkout experience in retail stores. By using MV-based solutions, the time required for checkout can be significantly reduced.
Example:
US startup Mashgin has developed a machine vision solution that can visually scan products without having to search for barcodes. Customers such as Texas-based DK Stores report a 34% increase in transactions as the automated checkout solution reduces waiting time in line.
Upcoming Machine Vision Application #7: Contaminant Identification
The identification of contaminants in products is an important part of quality assessment in the food industry, but the process is difficult to solve with traditional MV methods because it is highly qualitative and requires a database of every possible contaminant combination. However, by leveraging AI, discoloration, foreign matter, and other such anomalies in processed foods can be effectively identified.
Example:
Frozen food company Apetito tested and deployed an automated qualitative assessment solution in more than 20 production lines, ensuring that the processed food department can successfully detect all contaminants in raw materials.